|
Building the Mallet 'River
Brue'
see also 'River Brue'
overhaul

'River Brue' hauls an eight coach holiday special from Barnstaple - click
on image to enlarge
 the 'Mad
Mallet 'River Avon'
the 'Mad
Mallet 'River Avon'
The 'Mad Mallet' began as a joke on the
Lynton and Barnstaple forum about articulated locomotives that could
been built. I was stuck with my work and had a spare hour to get bored
and watch telly, so I drew an L&B Mallet on my laptop with the company
of Judge Judy. Rather embarrassingly, I fell in love with the design. Of
course, the original design had to be changed, as the rear bogie made it
far too long. Probably the design would have been better served if
pannier tanks had been used which would have given access to the steam
pipe.
 line drawing of 'River Brue' - click on image to enlarge
line drawing of 'River Brue' - click on image to enlarge
I have always rather liked Mallets. As a
kid I had the privilege of seeing Challengers blast through the Rockies.
You never forget a thing like that! Garratts might be a better design
but I have never warmed to seeing locomotives with two backsides.
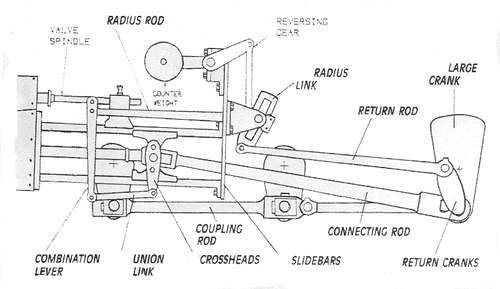
The Mallet has its origins in France. The design minimised the number
of flexible high pressure steam pipes and limited their movement by
having the rear power bogie fixed to the boiler so only a small
flexibility was needed. The design really favoured the use of
compounding. The system reused the low pressure steam to operate a
secondary drive using much larger cylinders. By the time this engine was
built (1920s) greater efficiency would have been extracted by the use of
super heating.
Mallet locomotives were used with success
on a number of European lines, mostly narrow gauge, but really came into
their own in the USA. Here they were a huge success as they permitted
the Americans to have the biggest in the world without needing any
imagination of their own!
The heavily graded line of the L&B required
double heading if any sizable trains were mustered: an expensive
business. Had traffic been greater, it would have been quite possible
that Eastleigh would have contemplated building more powerful traction
units that still had to operate within the loading gauge and go round
the numerous tight curves.
The L&B benefited from the development
experience of Welsh narrow gauge railways. The one mistake made was the
relative lightness of the track. The only way to get more power would
have been to have more wheels. The Mallet could easily have been considered.
 the first Mallet, 'River Avon'
the first Mallet, 'River Avon'
The first Mallet we built was based on the
terrible Roco outside frame chassis. Performance continued to deteriorate and the decision was taken to
re-chassis this one too.
The second Mallet, 'River Brue' represents the second Eastleigh built
unit and incorporates several improvements after the experience gained
with 'River Avon' including larger cylinders and externally
mounted low pressure steam pipes to the low pressure cylinders. A larger
boiler is incorporated and enlarged water tanks. The design represents
the maximum size that can operate within the L&B loading gauge.
It was originally intended to base it on the new N Drive Productions
outside frame six coupled chassis, two of which are required. Sadly,
production delays have prompted us to purchase two Bachman/Grafar 08
class diesel no 371-015 which fortuitously became available and were
delivered on Christmas Eve.
the plan is to use two of these units.
The chassis has a wheelbase of 24mm, a footplate length of
108mm and a motor width of 8mm.
So the first job, while awaiting the
delivery of the chassis has been to build the low pressure cylinders and
attach the valve gear.
29 Nov. - low pressure cylinders and gear - click on image to enlarge
Operating experience has shown
that the etched valve gear is perhaps a little too heavy for the Grafar
chassis. The operation is less smooth than when using Roco valve
gear...(obtained from
Howes at about £13).
If one has built Backwoods Manning Wardles
in SR condition, one lands up with quite a lot of spare etches,
including the original cab sides. These are used in this model soldered
to nickel silver sheet cut to size.
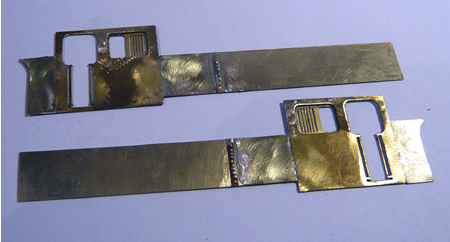 30 Nov. - the completed cab sides -
click on image to enlarge and for dimensions
30 Nov. - the completed cab sides -
click on image to enlarge and for dimensions
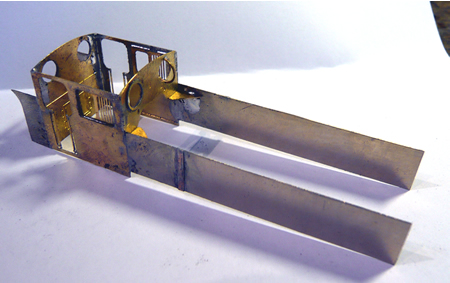 30 Nov. - start of body construction
30 Nov. - start of body construction
 30 Nov. - start of body construction
30 Nov. - start of body construction
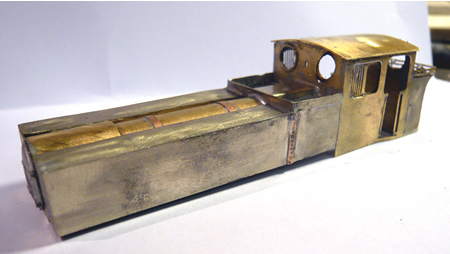
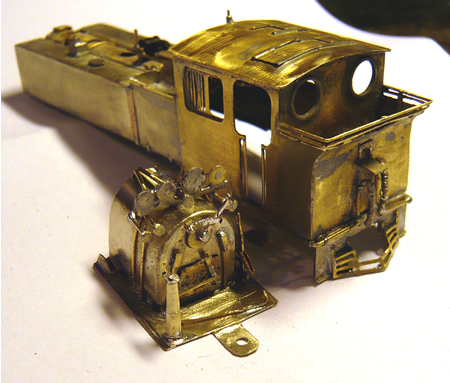
 30 Nov. - start of detailing. The loco
will be fitted with working headlights so a steam generator has been
added
30 Nov. - start of detailing. The loco
will be fitted with working headlights so a steam generator has been
added
- click on image to enlarge
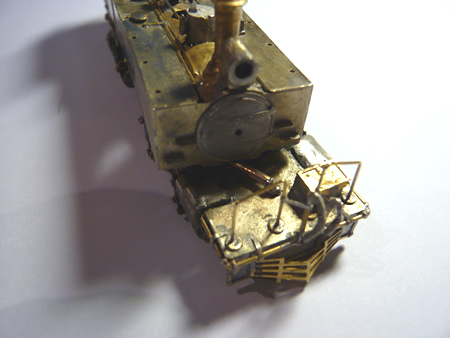
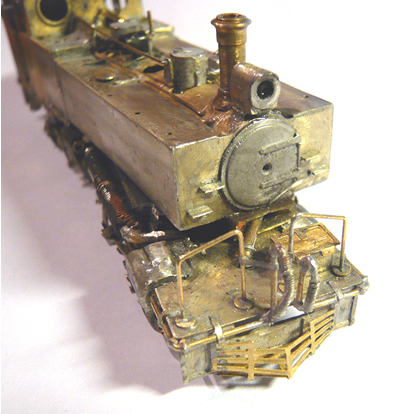
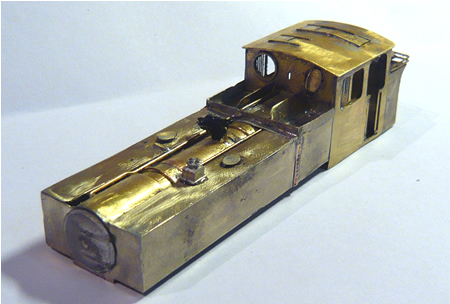
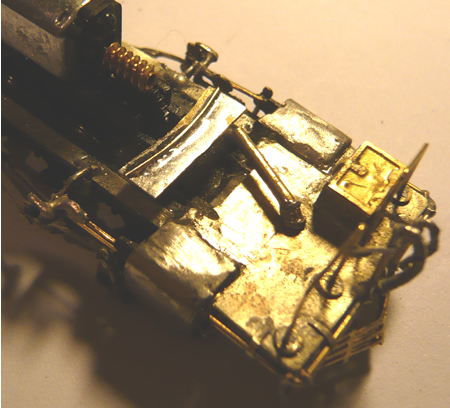
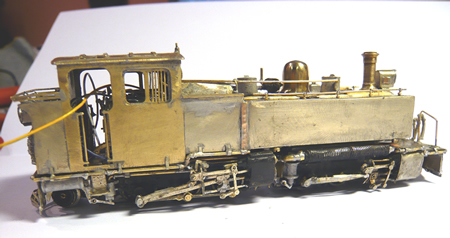
 1 Dec. - start of detailing. all the
body detail complete, (handrails, dome, sandpots and chimney to be
fitted later). Pilot now complete - click on image to enlarge
1 Dec. - start of detailing. all the
body detail complete, (handrails, dome, sandpots and chimney to be
fitted later). Pilot now complete - click on image to enlarge
 more or less scale 'hinge' for front
bogie
more or less scale 'hinge' for front
bogie
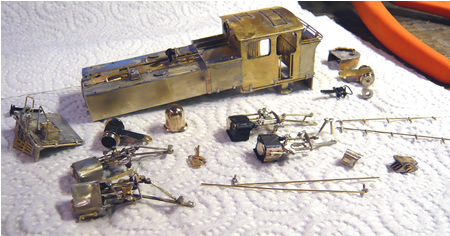
the 'box of bits' - click on image to enlarge
 wiring diagram
wiring diagram
Above is the wiring diagram for the loco.
The larger DZ143 chip will be mounted in the cab roof and will operate
both bogies.
 'representational' firebox and backhead
but more than adequate when hidden in the small cab
'representational' firebox and backhead
but more than adequate when hidden in the small cab
click on image to enlarge
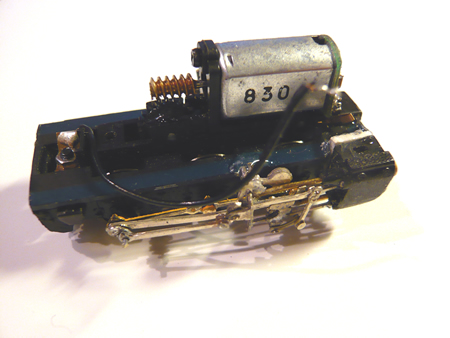
The Grafar chassis is easy to dismantle and
the first was cut back and the high pressure cylinders fitted with
epoxy. Great care is needed to position the cylinders to ensure that the
correct movement of the valve gear is possible. They have to be as close
to the front crank as possible. The rear coupling rod pin was removed
and the hole opened out slightly on the crank to accommodate a brass
wire pin.
The chassis is well made and the drive is on the centre wheel.
This does mean that additional strain is taken on the rear axle with the
heavy valve gear. I suspect that eventually, excessive wear will take
place. For this reason, once I am happy with the setup, this axle
will be cleaned and treated with silicone releasing agent and reset into
the slot which will be filled with plastic metal which will hold the
axle in place far better.
The chassis runs very smoothly but is far
wider to the cranks than the N drive chassis, which forces the valve
gear to be further out than I would like.
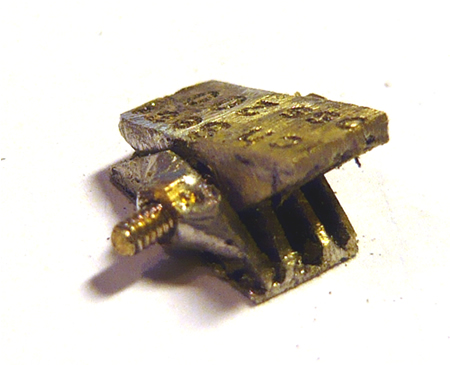
The return crank and crank pin were
soldered together in a jig and then set into the crank with epoxy. They
were left to harden for 24 hours. The return cranks need to have 2 mm
centres. The return rod was then fitted and retained with a small washer
and a touch of solder. The high pressure cylinders were recovered from
one of the scrap Roco chassis.
The front bogie needed more cutting back
and attachments for the footplate had to be reconstructed. Take care not
to overheat the chassis if you cut back with a Dremel tool.
If the loco is to be fitted with DCC, the
connections from the pickups have to be separated from the motor at this
time.
The electric motor can be pressed down to
release the worm gear from the drive. Free rotation can be checked in
this condition.
The rear chassis, cut down and with cylinders and valve gear fitted. The
return rod had not been retained at this time. - click on image to
enlarge
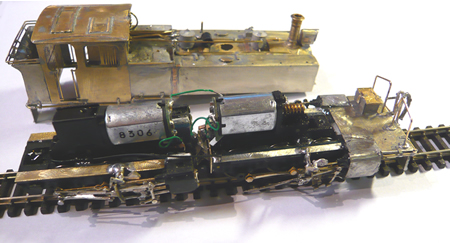 The two chassis are united for the first
time. - click on image to enlarge
The two chassis are united for the first
time. - click on image to enlarge
The flexible front bogie is hinged at the
rear (some play is needed). At first, I employed a rubbing plate at the
front but soon found that it was better to weight the chassis to the
maximum and not support the front of the body. Some weighting is
required at the rear of the body to obtain balance.
Great care is needed to ensure that all feet are firmly on the floor.
Set up the front bogie height on a sheet of glass. The
weight of the bogie at the front, if the loco is removed from the rails,
is taken by the flexible blast pipe which is retained under the pilot
with a soldered washer. This engages with a slotted box which is
soldered to the smoke box.
 The flexible blast pipe and the rubbing
strip on the front bogie
The flexible blast pipe and the rubbing
strip on the front bogie
The angled slotted box which engages the
blast pipe. There is sufficient clearance to allow for movement. The
bogie swing is set up for a maximum of 11 1/2 " radius, (shown here)
- click on image to enlarge
I have discovered that one wheelset is out
of back to back and have ordered a replacement.
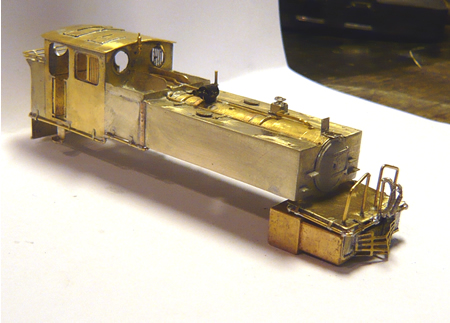
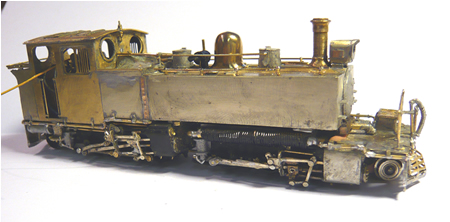
 The loco after successful testing still
without pony trucks. The prominent lagged low pressure pipes to
the front cylinders are clearly visible. - click on image to enlarge
The loco after successful testing still
without pony trucks. The prominent lagged low pressure pipes to
the front cylinders are clearly visible. - click on image to enlarge
After a little fettling, the loco runs very
smoothly at low speed and is of course very powerful indeed. The two
chassis have been weighted with lead and some time was taken balancing
weight in the body. After another very long day, the pony trucks were
fitted and chassis detailing which include brake rodding, injectors etc.
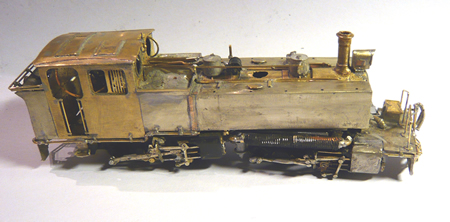
 nearing completion - click on image to
enlarge
nearing completion - click on image to
enlarge
 nearing completion - click on image to
enlarge
nearing completion - click on image to
enlarge
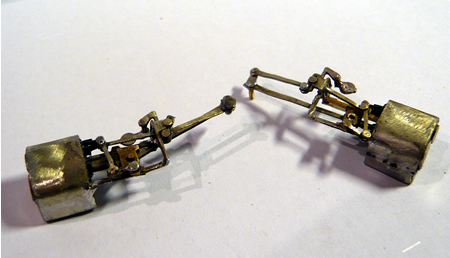
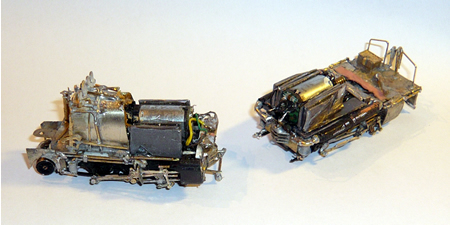 the two power bogies - click on image to
enlarge
the two power bogies - click on image to
enlarge
 A comparison with River Avon. Brue has a
slightly bigger boiler and enlarged water tanks. Bit of a beast really!
- click on image to enlarge
A comparison with River Avon. Brue has a
slightly bigger boiler and enlarged water tanks. Bit of a beast really!
- click on image to enlarge
So the model (minus the motors) is popped
into the washing machine and then etched and sprayed in black. Shortly
it will be off to Tony Freestone for panelling and lining. Peter
Blackham has produced the necessary transfers for me. This model will be
turned out as 'fresh from the paintshop'.
 click on image to enlarge
click on image to enlarge
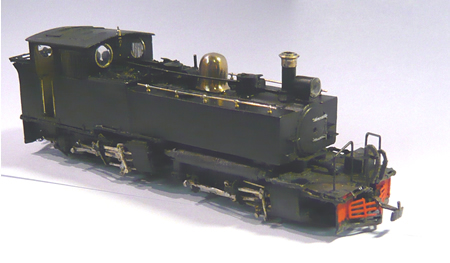
 'River Brue' ready for service but at
this time still awaiting name and works plates - click on image to enlarge
'River Brue' ready for service but at
this time still awaiting name and works plates - click on image to enlarge
River Brue ran in exhibitions for just
over 5 miles before beginning to show signs of
unreliability.
It had become increasingly rough in operation and was
starting a distinct 'waddle'. There has been concern that
the Bachmann 08 chassis might develop similar faults to the
Roco chassis. Upon dismantling, acceptable wear was found in
the main axle boxes but it is clear that the heavy nickel
silver valve gear puts too much strain on the chassis.
A decision was made to replace the chassis with two new
Bachmann units fitted with ROCO valve gear. These are quite
reliable and replacement is easy. I have to say that these
days I remove the brake detail as they get in the way of
easy removal of the keeper plate. The detail is effectively
invisible anyway.
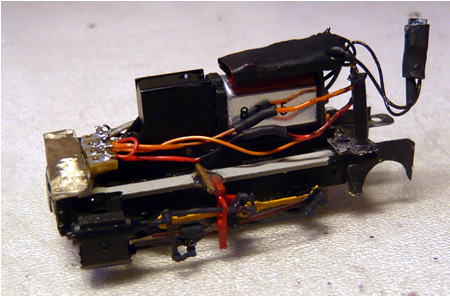
The new rear motor unit

|